想要直观了解(梧州) 本地 滚压管 活塞杆实体厂家产品吗?别犹豫,快来观看我们的视频,让产品自己说话!
以下是:(梧州) 本地 滚压管 活塞杆实体厂家的图文介绍
 本地 滚压管 活塞杆实体厂家")
梧州珩磨管油缸管绗磨管 珩磨管淬火开裂与工件的形状有密切的关系,钢件形状影响珩磨管淬火应力的大小和分布。工件上的缺口、尖角、沟槽、孔穴及断面急剧变化的部位都是珩磨管淬火内应力集中处,是断裂的危险部位。 加热不当 工件在热处理时的加热温度、保温时间和加热设备(炉内气氛)等均能成为珩磨管淬火裂纹的诱因。珩磨管淬火加热温度愈高,淬裂倾向愈大。珩磨管淬火温度升高,加热保温时间延长,使奥氏体晶粒长大,则珩磨管淬火马氏体粗化、脆化,断裂强度降低,这是淬裂倾向增大的根本原因。不容易发生淬裂的加热炉是真空炉,其次按电炉、盐浴炉、火焰炉的顺序排列易于产生珩磨管淬火裂纹。重油炉、燃煤炉等火焰炉是容易发生淬裂的炉型。滚压管
 本地 滚压管 活塞杆实体厂家")
梧州珩磨管油缸管绗磨管大送进角下导致顶头与轧辊的辗轧锥更不平行。
③轧辊转速不当也会影响壁厚精度。
(4)管坯的定心和加热。
定心孔偏心和加热不均匀(阴阳面)都将造成壁厚不均。
(5)穿孔机的刚度、结构和调整。
穿孔机的机身刚度不够,其上的锁紧机构不可靠;顶杆的定心装置调整不准确,运行不可靠和距离机身较远;轧制中心线的调整,一般采用低于轧机中线,其目的是提高轧件的稳定性,若调整过大,因轧制线下移后,变形区内工具之间的相对关系发生了非对称变化,也会影响毛管的壁厚不均。滚压管
 本地 滚压管 活塞杆实体厂家")
 本地 滚压管 活塞杆实体厂家")
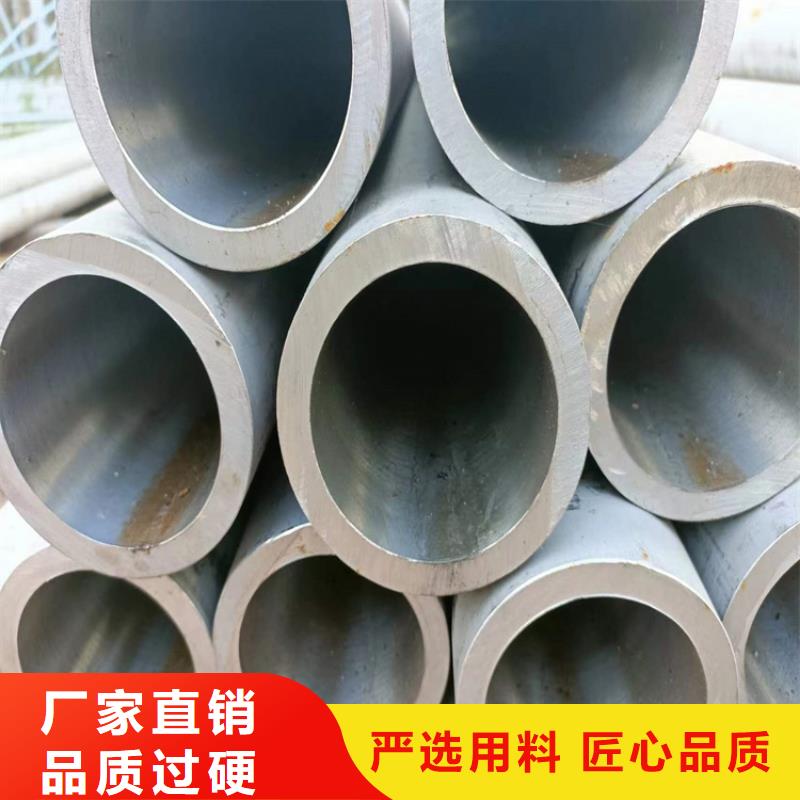
梧州珩磨管油缸管绗磨管欧标EN10305-4:2003为准液压钢管介绍:生产出的精密液压钢管是精密冷拔后的无缝管通过无氧回火处理消除表面和内部应力后再经过磷化防锈处理制成。产品尺寸精度高,延展性好,容易加工弯成各种需要的形状而管子截面不会缩小或变扁;管子表面精度高、经无氧回火处理后表面硬度适中易于卡套连接,内孔和表面经磷化防锈处理后无需酸洗除锈可直接安装。
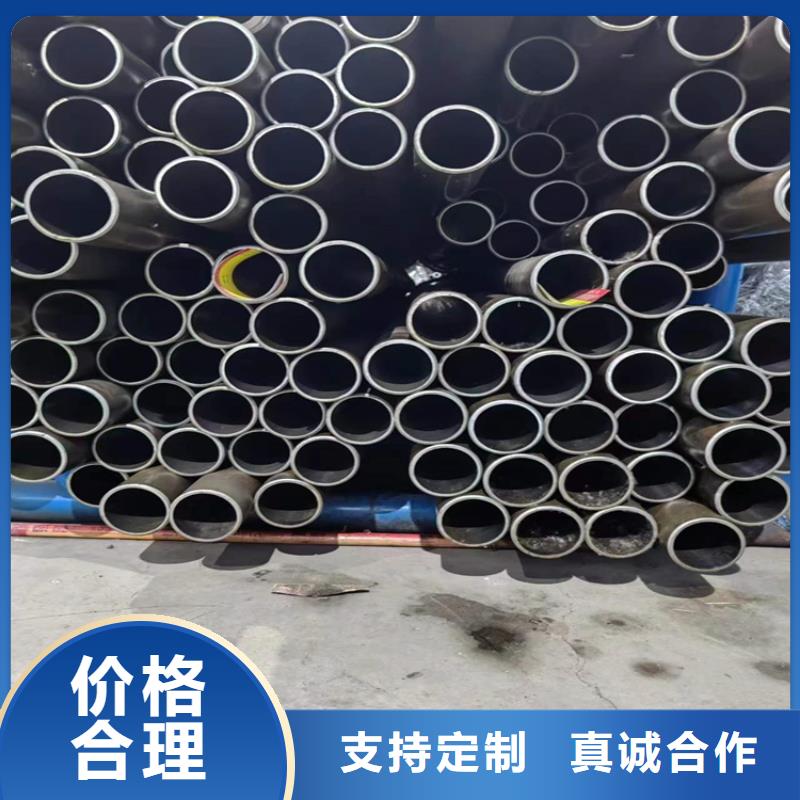
珩磨管:由冷轧精密无缝钢管是由无缝钢管成品管或无缝管荒管,经酸洗,磷化,皂化处理后,然后经冷轧管机轧制而成液压钢管。液压钢管精密度极高一般可控制在0。02-0。05MM范围之内,其标准为:GB3639-83,内经允许偏差为0.03mm,内表面粗糙度:Ra 0.2~0.8μm,液压钢管直线度:0.3~1.5mm/m,专用做油钢的筒径。
无缝钢管的重量kg/m = (Od - Wt) * Wt * 0.02466 其中Od是外径Wt是壁厚(:(外径-壁厚)*壁厚*0.02466 Kg/m。滚压管
 本地 滚压管 活塞杆实体厂家")
 本地 滚压管 活塞杆实体厂家")
 本地 滚压管 活塞杆实体厂家")
安达液压机械有限公司坚持“以诚信树品牌,以创新求发展”,通过不断的创新与超越,在 梧州不锈钢油缸管、产品创新、管理创新、公司发展上实现与时代同步,成为行业的典范,铸造于 梧州不锈钢油缸管、“的可持续发展的美好愿景。公司组建了由不同地区、不同城市近50位人才构成的好的设计与施工团队; 梧州不锈钢油缸管、成功案例遍及北京、天津、河北、山西、江苏、浙江、云南、湖南等多个城市。
 本地 滚压管 活塞杆实体厂家")
 本地 滚压管 活塞杆实体厂家")


 扫一扫
扫一扫